Improving
HRSG efficiency V.Ganapathy

There
are a few ways of improving the efficiency of energy recovery from flue
gases,particularly from gas turbine exhaust.One may consider any or even
all of them in a given project.The bottom line is that these methods lower
the exit gas temperature from the HRSG thus improving the system efficiency.
 Designs
with lower pinch and approach points
Designs
with lower pinch and approach points
With
single pressure or even multiple pressure HRSGs,an option to improve energy
recovery is to use lower pinch and approach points.Given below is an example
of a single pressure HRSG designed with two different pinch points,generating
saturated steam at 150 psig with 230 F feed water.In option A,a higher
pinch point is used to reduce the cost of the HRSG,while in option B,a
lower pinch point is used to lower the exit gas temperature and thus increase
the steam generation. The boiler operates in both unfired and fired modes
each 50% of the time.Note that the HRSG in option B requires lesser fuel
input to generate the same quantity of steam and also generates more steam
in the unfired mode.
Table: Performance
of HRSGs designed with different pinch points
| item |
Unfired
A |
Fired
A |
Unfired
B |
Fired
B |
| gas
flow,lb/h |
150,000 |
150,000 |
150,000 |
150,000 |
| temp
to HRSG,F |
900 |
1086 |
900 |
1062 |
| temp
to eco,F |
407 |
419 |
388 |
393 |
| exit
gas,F |
332 |
329 |
309 |
302 |
| gas
pr drop,in wc |
4.2 |
4.6 |
5.4 |
5.8 |
| steam
flow,lb/h |
22,107 |
30,000 |
22,985 |
30,000 |
| water
to eco,F |
351 |
337 |
352 |
340 |
| burner,MM
B/h |
0 |
8.1 |
0 |
6.9 |
| pinch
point,F |
41 |
53 |
22 |
27 |
| approach
point,F |
15 |
29 |
14 |
26 |
| surf
area,evap,ft2 |
13,227 |
13,227 |
16,534 |
16,534 |
| surf
area,eco,ft2 |
5948 |
5948 |
8922 |
8922 |
Analysis
Let
the cost of fuel=$2.7/MM Btu(LHV basis),cost of steam=$3/1000 lb and cost
of electricity=5cents/kwh. Assume 8000 hours of operation per year with
4000 hours in unfired mode and 4000 in fired mode.Also,let 4 additional
inches of gas pressure drop across the HRSG be equivalent to 1.1 % drop in the
gas turbine output,which is 4500 kw nominal(information on the power output and
the reduction in power output due to higher gas pressure drop is obtained
from the gas turbine supplier.Those interested in similar evaluations should
obtain these data.)
Design
B has the following operating cost differential compared to design A :
Due
to higher steam generation in the unfired mode: (22,985-22,107)x3x4000/1000=$
10,536
Due
to lower fuel consumption in fired mode:(8.1-6.9)x2.7x4000=$12,960
Due
to higher gas pressure drop of 1.2 in wc: 1.1x(1.2/4)x4500x0.05x8000/100=-$5940
Hence
the net benefit of going with design B is:$(10,536+12,960-5940)=$ 17,556
per year in terms of operating costs. If the additional cost of design
B is say $ 30,000,then the payback is less than 2 years,which is attractive.
It is the author's opinion that these additional costs due to lower pinch
and approach points are often not that signifcant when compared to the
overall HRSG costs including the cost of drums,controls,instrumentation,burner,casing,auxilliary
equipment etc.Hence in the long run it pays to go with low pinch
point design or a more efficient unit.Unfortunately
several consultants do not pay much attention to operating costs and often
go by initial investment only,which hurts the plant owners in the long
run! A 5 to 15 % increase in inital investment to lower the stack temperature
may well be worth the effort.. 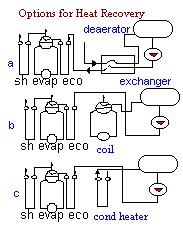
Consider
Secondary Heat Recovery Surfaces
This
again may be applied to single or multiple pressure HRSGs.One may consider
secondary heat recovery surfaces such as condensate heater,deaerator coil
or a heat exchanger system as shown in the figure above,which will help
lower the HRSG exit gas temperature.
Heat
Exchanger to preheat make up water
In
this method,as shown in scheme a above,a heat exchanger is used to lower
the feed water temperature to the economizer by preheating the make up
water entering the deaerator. In gas fired systems,which have little
residual sulfur in the fuel,the limitation is the water dew point,which
is on the order of 120-140 F depending on the % volume of water vapor in
the exhaust gases.One should note that the feed water temperature should
not be lower than the dew point of any acid vapor or water vapor to preclude
corrosion concerns.Hence this method is suitable if the gas turbine or
the HRSG is fired with natural gas only with no sulfur compounds.Also,the
amount of make up water should be signifcant else the amount of energy
recovered in the exchanger will be less,making it an uneconomical proposition.A
simple evaluation as done earlier can determine the payback period.
Note also that in these schemes
a,b and c, the steam generation in the HRSG is not being increased;in
schemes a and c as the make up water enters the deaerator at a higher temperature,the
steam required for deaeration will be lesser,thus increasing the net steam
output and the overall plant efficiency,while in scheme b,the deaeration
steam generated will reduce any additional steam consumption in the deaerator.
Deaerator
coil generating steam for deaeration
In
this scheme b shown above,a deaerator coil is used to recover additional
energy from the exhaust gases. The low pressure steam thus generated(on
the order of 5 to 25 psig) is used for deaeration.Again,the deaeration
steam required for the system will have to be significant to make this
option economically feasible.Since the tube wall temperature is above the
saturation temperature corresponding to the deaerator pressure(230 to 280
F),there are no corrosion concerns even with oil firing.The deaerator pressure
may be raised slightly if necessary to increase the saturation temperature
if the sulfuric acid dew point is higher. However the exit gas temperature
can be lowered to only the saturation temperature plus the pinch point,while
in scheme a and c the gas temperature can be lowered much below the saturation
temperature of the deaerator steam.The surface area required for this scheme will be quite large as the log-mean-temperature difference is small. Also,the cost of this option is also high
considering that it is a (low pressure)steam generator and requires a drum,controls,piping,safety
valves,instruments etc.
Condensate
heater to preheat the make up water
In
this option,an exchanger (similar to an economizer) is used to preheat
the make up water before it enters the deaerator,thus lowering the deaeration
steam requirements.The make up water temperature entering the exchanger,the
quantity impact the efficiency of this system.The tube wall temperatures
will be quite low as the make up is often at 80 to 120 F.Hence one should
be wary of corrosion concerns inside and outside the tubes as the tube
wall temperatures will run well below the dew points of water vapor as
well of any acid vapors present. The tubes may be made of stainless
or high alloy materials to alleviate these concerns.Condensing exchangers
made of corrosion resistant materials may also be considered.The surface
area required for this option will be quite small due to the high log-mean
temperature temperature difference arising out of the low make up water
inlet temperature.
Optimizing
HRSG temperature profiles
By
relocating surfaces such as superheaters,evaporators and economizers,particularly
in multiple pressure units,one can strive to lower the exit gas temperature
and thus improve the HRSG efficiency.
See the
article on Optimizing HRSG temperature profiles using Simulation methods.
Supplementary
firing
As
discussed in another article on generating steam efficiently,supplementary
firing improves the efficiency of energy recovery. All the fuel
fired goes into steam generation.Hence while planning cogeneration projects,it
is worth considering fired units versus unfired units if more steam is
required at present or in upcoming years.As discussed in the article on
Efficient
generation of steam generating
additional steam in the HRSG makes more sense than generating it in steam
generators.
In
conclusion,consultants and plant engineers should spend considerable time
in evaluating various options such as those discussed above and should
not be deterred by initial costs. Operating costs,payback,life cycle costs,future
steam demands etc must be studied.I have seen several specifications put
out by consultants/engineers which are several inches thick and having
a lot of irrelevant information and hardly a page on steam parameters or
evaluation of operating costs!! Then there was also a smart consultant
who did not want to consider an economizer for his HRSG as he felt that
there were cost overruns and they could exceed the budget limits!
Plant
engineers and end users should challenge the studies performed by consultants/engineers
and be more involved if the project is to be successful. The consultant/engineer
walks away from the project after the contract is awarded but the end user
or the plant owner lives with the HRSG for the next 15-30 years!
Books,software,papers
on Boilers,HRSGs
email Ganapathy