One
of the problems frequentlyencountered in gas turbine HRSGs is economizer
steaming or steam formation in economizers,particularly at low loads or
low steam generation levels.This may result in vibration,noise problems,deposit
formation inside tubes and consequent fouling and poor performance.In order
to solve the problem one should first understand why and how this occurs.
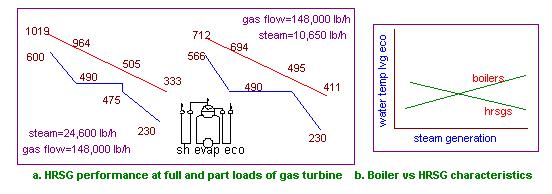
Figure
below shows the gas/steam temperature profiles for a gas turbine HRSG at
two loads,namely full load and at part loads of the gas turbine,both being
unfired conditions.
The
evaluations were performed using the HRSGS
software . The HRSG consists of a superheater evaporator and economizer
generating steam at 600 psig.For the design case,a pinch and approach point
of 15 F was used when the gas turbine operates at 100 % load at the design
ambient temperature. Steam generation is 24,600 lb/h and exit gas temperature
is 333 F.
Now
using the HRSGS program,the performance was evaluated at 40 % load of the
gas turbine,when the gas inlet temperature is 712 F,exhaust gas flow remaining
nearly the same.As a result,we see the gas/steam temperaure profiles on
the right.
The
steam generation decreases to 10,650 lb/h due to the lower inlet gas temperature
The
steam temperature also is lower due to the low inlet gas temperature
Most
importantly,the feed water temperature leaving the economizer is at saturation.
In fact,the % steam formed in the economizer is computed by the HRSGS
program to be 2.1 %.
The
exit gas temperature from the HRSG is also higher, 411 F vs 333 F.
The
basic problem can be traced to the ratio of gas to steam flows. Exhaust
gas flow from a gas turbine typically remains constant even at low loads(unless
we have a multi-speed machine,whose exhaust gas flow decreases at low loads).As
a result,the gas side heat transfer coefficient(which affects U,the overall
heat transfer coefficient) does not fall off much with GT load.
Due
to the low inlet gas temperature to the HRSG(712 F vs 1019 F),the exit
gas temperature from the evaporator is slightly lower as well as the duty
or energy transferred to superheater and evaporator.Hence lesser steam
is generated. Then at the economizer,due to the combination of low steam
flow(and hence small water flow) and same gas flow as at full load and
the nearly same overall U,the enthalpy absorbed by water is more;thus water
leaves the economizer at saturation conditions with steam formation.The
duty however is less at the economizer due to the smaller water flow compared
to full load.Hence the exit gas temperature leaving the economizer is also
higher.Similar situation arises even at full load of the gas turbine operating
at low ambient temperatures. Here,the gas flow may be even higher but at
a lower inlet gas temperature,resulting in smaller steam generation and
consequent economizer steaming.Hence in cold locations,it is desirable
to check the HRSG performance in unfired cold ambient conditions and at
part loads as well as at low steam pressures.
When
the steam generation is increased by auxilliary firing,the problem goes
away as the enthalpy of water absorbed in the economizer is lower.The HRSGS
program may be used to evaluate these situations.
In
conventional boilers or steam generators,steaming is not a concern. The
ratio of gas flow to steam remains nearly constant at all boiler loads,as
we reduce the air flows when steam demand or load decreases.Hence the economizer
duty is such that the enthalpy absorbed at low loads is lower.The figure
above shows the boiler vs HRSG water exit temperatures as a function of
steam generation. In conventional,fired boilers,if
the economizer does not steam at full load,it will never steam at low steady
loads. On the other hand,the HRSG has to be
checked at low steam generation conditions for steaming.
Methods
of minimizing Steaming Concerns in HRSGs At
low exhaust gas inlet temperature conditions,reduce the gas flow entering
the HRSG or the economizer
using bypass dampers.Bypassing the gas flow around the economizer(but not
the evaporator) reduces the energy losses.This will reduce the economizer
duty and thus the enthalpy of water absorbed.
The
economizer may be bypassed fully on the water side but this may cause problems
when we want to put the economizer on line while it is hot..flashing of
water,vibration may occur,unless we are planning to shut down and restart
the unit.
If
the amount of steaming in the economizer is small(as determined by HRSGS
program or similar software),we may design the last leg of economizer coils
as having vertical flow in order to ensure that the steam bubbles flow
smoothly up.Downward motion of steam bubbles can cause flow stagnation
and flow instabilty problems.The economizer may be designed with multipasses
to accomplish this.See the author's Waste Heat Boiler Deskbook.
If
steaming occurs for a very short duration only,the situation can be handled
by increasing the continuous blow down,though it is not recommended for
continuous operation as treated water is wasted.
Remember
that the steaming problem is associated with low steam flows in the HRSG.
Hence if you have auxilliary firing capability,use it to increase the steam
flow when steaming occurs.
Hint!Using
simulation methods such as the HRSGS program,evaluate the HRSG performance
at various modes and understand the HRSG behaviour at different ambient
conditions,gas turbine loads and steam pressures.I would recommend all
plant engineers be aware of their HRSG characteristics.If the HRSG supplier
has not provided this information,you may use the HRSGS program
to evaluate these characteristics by yourself.
Books,Software
and Articles on Boilers,HRSGS(V.Ganapathy's homepage) email Ganapathy