High
Temperature Corrosion Problems in Waste
Heat Boilers
V.Ganapathy
One
of the problems with heat recovery boilers behind incinerators of solid,liquid
or municipal solid wastes is high temperature corrosion associated with
the formation of complex eutectics which have a low melting point and deposit
as slag on boiler heating surfaces.This is difficult to get rid of and
results in high temperature corrosion,fouling problems and consequent
higher exit gas temperature from the boiler and consequent lower steam
generation.Another concern in these applications is the presence of corrosive
gases such as chlorine and hydrogen chloride,which corrode the boiler tubes,particularly
those operating above 800 F,resulting in tube thinning and failure.Chlorine
attacks steel even at 400 F-500 F.There are several aspects to the corrosion
mechanism.Low
temperature corrosion problems in boilers are discussed elsewhere.
 High
temperature liquid phase corrosion is caused by molten alkali metal salts
such as metal chlorides and their eutectics having a low melting point-see
table below.Slag thus formed attacks the protective iron oxide layer and
in course of time eats away the base tube material. In addition several
non-ferrous salts are formed with chlorine,which also have very low melting
points.These also deposit on low temperature surfaces such as evaporator
tubes and corrode them. By reducing the gas temperature to convection sections
below the melting points of these salts, one can minimize the slagging
concerns.However this may not not be always economically viable as a very
large radiant furnace would be needed in some cases.
High
temperature liquid phase corrosion is caused by molten alkali metal salts
such as metal chlorides and their eutectics having a low melting point-see
table below.Slag thus formed attacks the protective iron oxide layer and
in course of time eats away the base tube material. In addition several
non-ferrous salts are formed with chlorine,which also have very low melting
points.These also deposit on low temperature surfaces such as evaporator
tubes and corrode them. By reducing the gas temperature to convection sections
below the melting points of these salts, one can minimize the slagging
concerns.However this may not not be always economically viable as a very
large radiant furnace would be needed in some cases.
Corrosion
also occurs due to a non-uniform furnace atmosphere caused by partial oxidation,which
results in a reducing environment in which CO and H2S are produced.These
gases react with the protective layer of iron oxide formed on the tubes
exposing them to a corrosive attack. This situation is common in MSW plants.
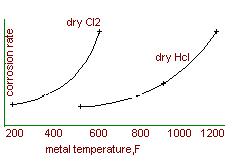
Corrosion
due to the presence of hydrogen chloride is severe at higher metal temperatures
as shown in the figure below.When plastic compoundsare incinerated,hydrogen
chloride vapors are formed as also chlorine.Chlorine attacks steel at low
temperatures.Hydrogen chloride attacks surfaces operating at high tube
wall temperatures,say above 800-850 F,such as superheater tubes.Using high
chromium,nickel alloys or stainless steels may reduce the corrosion rate
but failure of these tube surfaces is likely over the long haul.There are
examples of superheaters operating at 900-1000 F in MSW applications which
had to be replaced every few months!
Table: Melting Point of a few Eutectics
| components |
melting
points,F |
| P2O3 |
1056 |
| 0.5Nacl-0.26Na2So4-0.24Na2Co3 |
1134 |
| 0.65
Na2So4-0.35 NaCl |
1163 |
| 0.62
Na2Co3-0.38Nacl |
1172 |
| NaCl |
1474 |
| Na2So4 |
1623 |
| Ca2O |
2257 |
| Fe2O3 |
2664 |
Minimizing
the Corrosion Concerns
There
are a few steps that can be taken by the boiler designer to minimze
these slagging problems and consequent corrosion; however they cannot be
completely eliminated.
Ensure
that the gases entering the convection section are cooled adequetely. Thiscan
be accomplished by using a large radiant furnace section.However this is
expensive and makes the boiler design more complicated.
Flue
gas recirculation could be used to recirculate and mix cool gases from
the boiler exit with the hot incoming gases,thus reducing the gas inlet
temperature to the boiler.However this increases the mass flow through
the boiler and hence its initial cost.Operating costs are increased by
using the recirculation fan.
Since
hydrogen chloride corrosion rate increases signiifcantly beyond 800 F(even
high chromium,nickel steels have failed in due course),the boiler steam
parameters may be selected with care. Instead of say going for 1000 psig,1000
F steam,one may consider 600 psig,650 F steam,which results in lower superheater
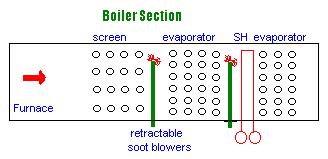
tube wall temperatures and hence increases its life.It is also suggested
that the design have a slag screen section,with wide spaced tubes to prevent
accumulation of slag,followed by evaporator tubes and then the superheater
as shown above. This will increase the cost of the superheater (due to
the lower log-mean temperature difference) but will increase its life and
save on maintenance/replacement costs.Use of retractable soot blowers at
the hot end is suggested,while rotary blowers may be used at cooler ends.
Some designs use rapping mechanisms to shake off the dust and deposits.
[A
similar design approach is suggested while firing heavy residual fuel oils
in steam generators. Radiant superheaters fail often due to the formation
of deposits of sodium,vanadium salts and their corrosive effect at high
temperatures. A buried convective superheater as shown above will be a
better choice in the long run as the superheater operates in a 300-500
F lower gas temperature region.Retractable soot blowers with wide access
lanes are also suggested as shown above for removing the deposits as soon
as they are formed. Rotary soot blowers have limited blowing energy and
may be used in the cooler gas regions where slag formation is minimal.]
Fire
tube boilers have limited flexibility compared with water tube boilers
when it comes to handling hot slag laden,corrosive gases.It is difficult
to clean the front end of the tube sheet.Though the boiler may be less
expensive compared to a water tube design,the author suggests that a throrough
review be made before selecting the cheap option,which can result in headaches
for the plant operating and maintenance personnel.
In
hydrogen or ammonia plants,where process gas streams(containing methane,carbon
monoxide,carbon dioxide,hydrogen,water vapor at high gas pressure) generate
steam in waste heat boilers,hydrogen embrittlement is a concern. The absorption
of hydrogen into the metal results in loss of its ductility and failures
are likely at higher tube wall temperatures due to formation of methane
when hydogen reacts with carbon in the steel. Increasing the chromium content
of the steel(using T11,T22 material for the boiler tubes) helps to minimize
some of these concerns,as the low-chromium alloys help form stable carbides.
The Nelson's chart(see my book on waste Heat Boilers)gives an idea of the
chromium content to be used as a function of partial pressure of
hydrogen and tube temperature.Metal dusting concerns which also arise in
these boilers are minimized by use of low-chromium alloy steels.
Corrosion
is a complex subject and simple generic solutions cannot be dispensed through
papers or articles . Each case has to be evaluated on its merit and corrosion
consultants should be contacted for specfic problems. The article only
suggests a few thoughts,potential concerns and solutions from boiler design
view point.

Books,software,articles
on boilers,hrsgs(Ganapathy's Home Page)
email Ganapathy